Einfluss geringer Geschwindigkeit auf die Teilequalität im Druckguss
- 6. Mai 2021
- 3 Min. Lesezeit
Aktualisiert: 1. Juli 2021
Kurzfassung: Hochdruckguss ist ein wichtiges Verfahren zur Umformung von Nichteisenmetallstrukturen. Die Produktionselemente des Druckgusses bestehen aus Druckgussmaschine, Druckgussform, Druckgussverfahren und Druckgusslegierung. Niedriggeschwindigkeit (im Folgenden als Niedriggeschwindigkeit bezeichnet) ist einer der Schlüsselparameter des Druckgussverfahrens. Die Low-Speed-Einstellung hat einen wichtigeren Einfluss auf die Qualität von Druckgussteilen. In diesem Artikel werden die Auswirkungen einer niedrigen Druckgussgeschwindigkeit auf die Qualität der Teile überprüft und gleichzeitig sichergestellt, dass andere Parameter nicht geändert werden.
Schlüsselwörter: Druckgussverfahren; Langsame Geschwindigkeit; Druckgussteile.
1. Fülleffekt des Gießens bei niedrigem Druck von 0,2 m / s

Abbildung 1.1 Der Füllzustand der langsam laufenden 0,2m/s-Schusshülse
① Die Füllung der Aluminiumflüssigkeit ist relativ stabil und es sind keine offensichtlichen Lufteinschlüsse zu sehen.

Abbildung 1.2 Temperaturverteilung nach dem Gießen von 0,2 m / s-Gussstücken mit niedriger Geschwindigkeit.
② Die Gesamttemperatur des Gussteils beträgt ca. 570 °C, was etwas niedriger ist als die Liquiduslinie des A380-Materials mit 574,4 °C. Das Risiko von Defekten wie dem Kaltlabor und Fließspuren auf der Oberfläche ist höher.
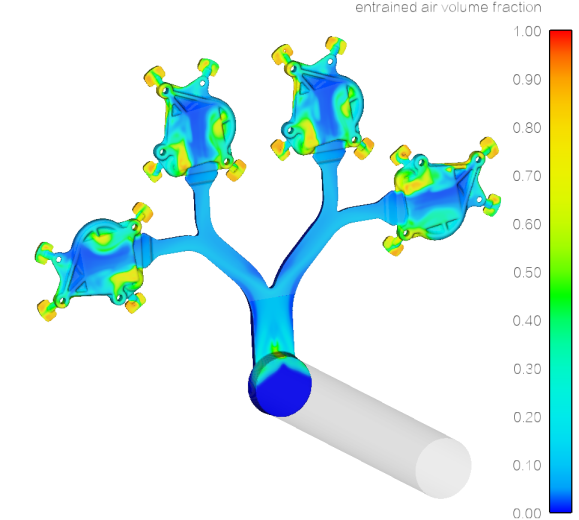
Abbildung 1.3 Mitgeführter Luftvolumenanteil nach dem Gießen mit niedriger Geschwindigkeit 0,2 m / s gefüllt.
③ Mitgeführte Luft wird grundsätzlich in den Überlauf abgeführt und die Gefahr von Fehlstellen wie Porosität und Oberflächenblasen im Gussstück ist gering.
2. Fülleffekt des Gießens bei niedriger Geschwindigkeit 0,3 m / s

Abbildung 2.1 Füllzustand der langsam laufenden 0,3 m/s-Spritzhülse.
① Flüssiges Aluminium füllt sich reibungslos und es sind keine Turbulenzen zu sehen, aber das geschmolzene Aluminium am Ende des Druckgusses ist deutlich niedriger als am vorderen Ende, es wird ein lokales Lufteinschlussphänomen verursacht.

Abbildung 2.2 Temperaturverteilung nach dem Gießen mit niedriger Geschwindigkeit von 0,3 m/s gefüllt
② Die Temperaturverteilung des gefüllten Gussteils ist in Abbildung 2.2 dargestellt. Die Gesamttemperatur des Gussteils beträgt etwa 590 °C, was etwas höher ist als die Liquiduslinie des A380-Materials mit 574,4 °C. Das Risiko von Fehlern wie Kaltlabor- und Oberflächenfließspuren am Gussstück ist gering.

Abbildung 2.3 Mitgeführter Luftvolumenanteil nach dem Gießen mit niedriger Geschwindigkeit von 0,3 m/s.
③Der mitgeführte Luftvolumenanteil des gefüllten Gussstücks ist in Abbildung 2.3 dargestellt. Während des Gießvorgangs verbleibt ein kleiner Teil der mitgeführten Luft im Gießbereich und es besteht die Gefahr der Poren- und Blasenbildung im Gussteil.
3. Fülleffekt des Gießens bei niedrigem Druck 0,5 m/s.

Bild 3.1 Füllzustand der Niederdruck-Schusskammer 0,5 m/s
① Das geschmolzene Aluminium in der Schusskammer ist in Abbildung 3.1 dargestellt.
Die Aluminiumflüssigkeit füllt die Schusskammer stabil, aber das Turbulenzphänomen tritt auf, sobald die Aluminiumflüssigkeit in den Laufkanal eintritt, und das Lufteinschlussphänomen ist ernst.
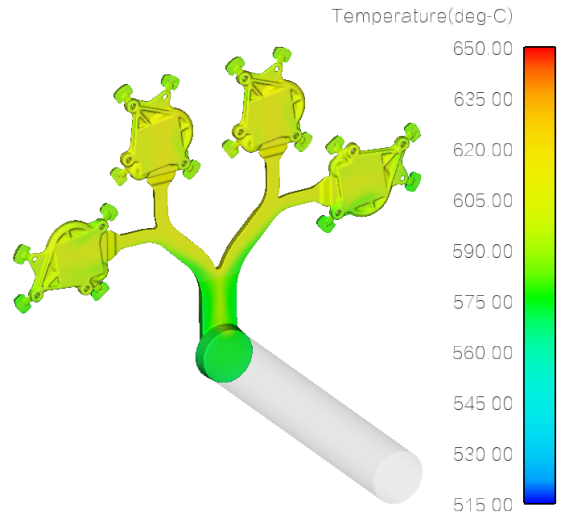
Abbildung 3.2 Temperaturverteilung nach dem Füllen von Gussteilen mit niedriger Geschwindigkeit von 0,5 m/s
② Die Temperaturverteilung des gefüllten Gussteils ist in Bild 3.2 dargestellt.
Die Gesamttemperatur des Gussteils beträgt etwa 610 °C, was höher ist als die Liquiduslinie des A380-Materials mit 574,4 °C. Ohne Mängel wie Kaltlabor- und Oberflächenfließspuren.
Abbildung 3.3 Mitgeführter Luftvolumenanteil nach dem Gießen mit geringer Geschwindigkeit von 0,3 m/s.
③ Die Verteilung des Volumenanteils der eingeschlossenen Luft nach dem Füllen des Gussstücks ist in Abbildung 3.3 dargestellt.
Beim Füllvorgang kommt es zu mehr Lufteinschlüssen im Gießbereich, mit einem höheren Risiko von Fehlstellen wie Poren und Blasen.
4. Fazit
①. Je langsamer die niedrige Geschwindigkeit, desto geringer ist das Volumen der mitgerissenen Luft, aber eine zu niedrige Geschwindigkeit verringert die Temperatur des geschmolzenen Aluminiums und beim Guss treten Probleme wie Kaltlabor und Fließspuren auf.
②.Wenn die niedrige Geschwindigkeit zu schnell ist, ist die Fülltemperatur des Gussstücks hoch und die Möglichkeit von Kaltlabor- und Fließspuren ist geringer, aber das Volumen der eingeschlossenen Luft nimmt zu und es treten Defekte wie Porosität und Blasen auf .
③.Um die niedrige Geschwindigkeit einzustellen, müssen Sie zuerst die Produktanforderungen ermitteln. Wenn es sich bei dem Gussteil um ein Aussehensteil handelt, können Sie die niedrige Geschwindigkeit entsprechend erhöhen, um Oberflächenfehler wie Oberflächenfließspuren und Kaltläppen zu vermeiden, um die Oberflächenformqualität zu verbessern. Wenn das Gussstück luftdicht ist, ist es notwendig, die niedrige Geschwindigkeit so weit wie möglich zu reduzieren, um sicherzustellen, dass das Gussstück keine kalte Überlappung bildet, um die beste Entlüftungswirkung zu erzielen und die Gussdichtigkeit sicherzustellen.
5. Referenzen
[1] Ein prägnantes Designhandbuch für Druckgussformen / Herausgegeben von Huang Yong. --Beijing: Presse der chemischen Industrie, 2009.11
Kommentare